

印刷线路板组装中使用氮气焊接工艺的好处
本文讨论在电子组装使用氮气焊接工艺的好处,并尝试纠正人们对在电子组装工艺中使用氮气的一些误解。我们将分析使用氮气的理由及其成本优势。另外,我们还将阐述需求评估方法,并解释在何种情况下应该在电子组装工序中导入氮气工艺。我们还将通过案例研究介绍在电子组装工序中应用氮气焊接工艺所带来的好处。
新一代的集成电路要求实现更高密度的微电子封装技术,因此微电子制程工程师对制程难题的关注度日益增加。这些新一代封装技术包括BGA、倒装芯片、堆叠或3D封装、精细间距、以及芯片级元件等。在回流焊和波峰焊工艺中使用“免清洗”助焊剂需要修改现有组装工艺,无铅合金焊料的应用则带来了其它一些制程问题,印刷电路板组装工序中存在的许多难题都需要制程工程师通过使用新的工艺技术、设备和材料来解决。
元器件与印刷电路板之间的主要连接方法是焊接。而焊点质量在很大程度上取决于焊料与待焊接材料之间的润湿性。无铅焊料的熔点高于传统的铅基合金焊料。锡/铜/银合金的熔点比铅基焊料大约高34℃。在空气条件下焊接印刷电路板时,电子组装过程中使用的金属合金极容易氧化,在空气环境中很快形成锡的氧化物,这些氧化物会妨碍熔化合金在印刷电路板基板和元件引脚上的润湿,可能会导致焊接缺陷。使用氮气作为工艺保护气体可以减少氧化物的形成,而抑制焊料氧化物的形成,可以提高润湿速度,改善焊接质量。
许多焊接缺陷都是由于元件和基板之间的焊料润湿性欠佳造成的。最严重的缺陷是那些由于不润湿、桥接和焊接不充分造成的缺陷。通过使用惰性气体,可以大幅减少这一类型的缺陷,从而提高产品的直通率,达到减少返修工作,并提高生产效率的目的。在微电子组装工序中使用惰性气体具有以下好处:
对于回流焊:
- 减少焊接缺陷
- 提高直通率
- 低劳动成本,提高生产率
- 消除金属表面氧化
- 提高焊点强度
- 实现低残留,免清洗焊接
- 扩大工艺窗口
对于波峰焊:
- 大大降低锡渣的形成
- 降低设备维护成本,节约劳动成本
- 减少设备保养时间,延长有效工作时间
- 增加润湿性,减少润湿时间
- 降低总的焊接缺陷
- 减少助焊剂用量,增强焊接性能
- 扩大工艺窗口
在焊接工艺中,氮气气氛可以防止焊料合金的氧化,因此,导入氮气工艺后,电子组装厂可以提高产品质量和降低总体生产成本,还能够改善焊接性能和降低焊接缺陷率。导入氮气可以减少那些易发生氧化的工艺中的氧化现象,实现免清洗焊接,这样又可以减少成本高昂的返工需求。在BGA封装和倒装芯片技术中,氮气保护技术可以增强润湿性,提高产品的直通率,而且不需要清除难以触及区域的助焊剂残留物,并且减少返工量。
通过使用免清洗焊接技术,制程工程师可以免除焊接后的清洗步骤。免清洗惰性气氛焊接是一种环保的工艺,不使用任何溶剂,也不需要清洗设备,从而可以节省车间占用面积,更重要的是,降低了生产成本。
惰性气体焊接技术的应用使得制程工程师可以有效地应用新的封装技术,同时扩大工艺窗口,降低成本,提高质量和生产效率。
在无铅焊接过程中使用惰性气体具有以下好处
- 改善高温合金焊料的润湿性
- 如果需要使用RMA免清洗助焊化学剂,助焊剂残留物会变得更柔软,而且很少发生聚合,在后续的测试过程中减少误报的发生。
- 除助焊剂残留物。
- 如果为了避免残留物而使用低残留或超低残留助焊剂,氮气可以避免新氧化物形成。
- 波峰焊中,减少锡渣的形成,改善润湿性,减少波峰上的脏污并减少短路缺陷。
- 如果在组装过程中需要进行二次回流和波峰焊,更高的焊接温度会对焊盘以及元器件的脚趾部位以及电镀的通孔等部位造成更严重的氧化。
- 由于使用氮气后润湿性得到改善,因此可以提高走板速度,减少线路板和元件处于高温之中的时间。
- 由于底部填充问题(例如,助焊剂残留物造成芯片和线路板底部填充料发生剥离)要求使用低侵蚀性助焊剂,因此倒装片和CSP等元器件需要使用氮气保护来改善润湿性。
- 如果使用OSP涂层板,氮气将有助于防止未焊接的焊盘和电镀通孔发生氧化以备下一次焊接使用。
- 气有助于简化制程,并提供更大的工艺窗口。
- 使用氮气可以降低温度曲线的峰值温度。
惰性气体焊接技术使用氮气或其他惰性气体(如氩气或氦气)可减少回流焊炉或波峰焊系统中的氧气含量。选择使用氮气而不是其它惰性气体,如氩气等,是因为氮气的成本更低。氮气或其它惰性气体不会与金属氧化物发生反应,只会阻止氧化物的生成。在印刷电路或集成电路封装工艺中,惰性意味着不易在焊接温度下发生化学反应。只有氢气或氮氢混合气体才能够与氧化物发生反应并除去它们,但必须注意的是,这种反应需要在较高的温度才能进行以减少氧化物。
一些人认为氮气会提高空气的热传导能力,但事实上,氮气在空气中的含量高达78%,其分子量与空气非常接近,因此几乎不会产生任何差别。在焊接工艺中使用氮气时,我们必须明白,氮气会与空气发生混合,因为回流炉和波峰炉都是不密封的。
在回流焊炉中使用氮气要基于炉子本身通道式的结构、炉子的抽风速度以及氮气流量三者之间的平衡。这远比使用强制对流来产生适当的热量从而达到活化焊接材料要复杂得多。最近的研究表明,回流区氧气浓度在1000ppm或以下才能够改善焊料润湿性,确保可靠的焊点质量。我们必须明白,基于以上种种原因,即使导入氮气也无法达到超低的氧气浓度。但是氮气还是有助于将氧气浓度稀释到一定程度,从而改善润湿性。
然而在业内,氮气使用成本太高,通常只有当客户要求使用氮气并承担使用成本时,电子组装厂才会使用惰性气体工艺。氮气供应商对待这一基本现状的态度取决于他们对潜在客户的总体生产成本的理解。
为潜在客户提供合适的解决方案时,应当对许多因素进行量化考核。以下是其中的一些因素。
产品类型
若想确定使用氮气会给电子组装厂带来何种效益,首先要看进行组装的产品是什么。显然,如果要进行组装的产品价值较低,如产品是单面板并且复杂元件很少,那么使用氮气所带来的效益不会很高,这种情况下可能不适合使用氮气。反之,如果要进行组装的产品价值很高,如产品是双面板并且复杂元件很多,在回流焊接和波峰焊接时要进行多项工艺操作,此时使用氮气可以带来诸多益处,使用氮气工艺的几率也较高。
一次通过合格率
对组装厂来说,一次通过合格率是一项非常关键的质量系数。对线路板进行回流焊接和波峰焊接后,就要进行初检。检测设备自身检测缺陷的能力以及板上是否有助焊剂残留,都会影响检测设备对线路板上缺陷的判断,它可能会导致检测设备误判断,把好的线路板标记为坏的并要求其返工,从而导致整体组装成本的增加。氮气工艺能降低助焊剂残留并使焊点表面保持清洁从而更容易通过检测。
缺陷类型
我们观察到,在印刷线路板组装过程中会产生多种缺陷。这些缺陷包括冷焊、桥接和润湿不良。有些缺陷的返工很简单,然而,如果元器件之间的间距很小,返工就比较困难。有时,返工会破坏线路板上的铜箔,例如导致铜箔翘起,而这种问题是无法修复的;在大多数情况下,这种线路板以及板上的元器件会被报废。氮气工艺能改善回流焊接和波峰焊接工艺中焊料的润湿能力,从而降低焊料在空气中的氧化,这样就能够减少缺陷和因此带来的返工工作,进而降低总体生产成本。
自动光学检查(AOI)和线路内测试
自动光学检测(AOI)和在线测试仪(ICT)是SMT组装厂使用的重要测试工具,它们用来检查产品是否存在缺陷并确定电路测试中焊点的功能是否正常。如果线路板在焊点处的助焊剂残留较多,AOI就会因为由助焊剂残留导致的对比度差而很难识别,从而做出错误的判断,将助焊剂残留多的地方判定为缺陷。氮气工艺能够减少助焊剂残留,使焊点处更加光亮,从而为AOI的光学识别系统提供良好的对比度,因此能够将好的焊点
回流焊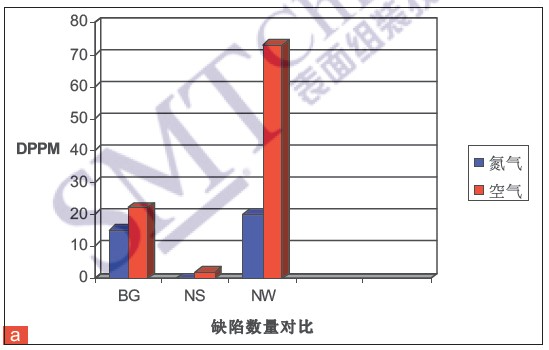

与坏的焊点以及有缺陷的焊点区分开。进行电路测试时,ICT用探针接触焊点来检测焊点的通断,以区分出短路或开路。如果助焊剂残留物集中在焊点处,探针可能无法完全穿透助焊剂残留和焊点更好地接触,这样焊点就会被认定为一个开路或者是短路点。久而久之,助焊剂会在探针上越积越多,而清洗探针或更换探针都会增加线路板组装的成本。
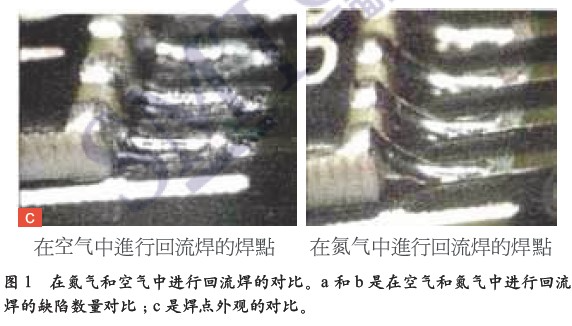
使用氮气可明显减少大多数常见焊接缺陷,但是无法完全消除这些缺陷,比如由机械问题(如引脚变形)造成的缺陷并不能通过使用氮气来得到完全消除。但是,使用氮气之后,可以明显改善不润湿、桥接(短路)、假焊和润湿性不好等问题。惰性气体能够减少回流焊后线路上的助焊剂残留,从而减少可腐蚀性离子在板上残留。
波峰焊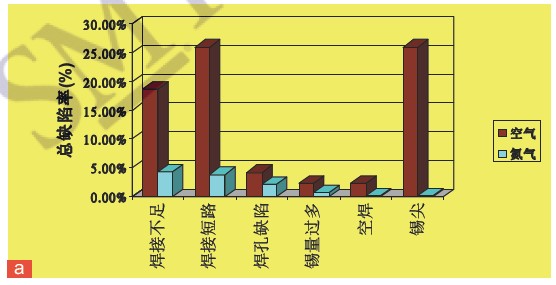
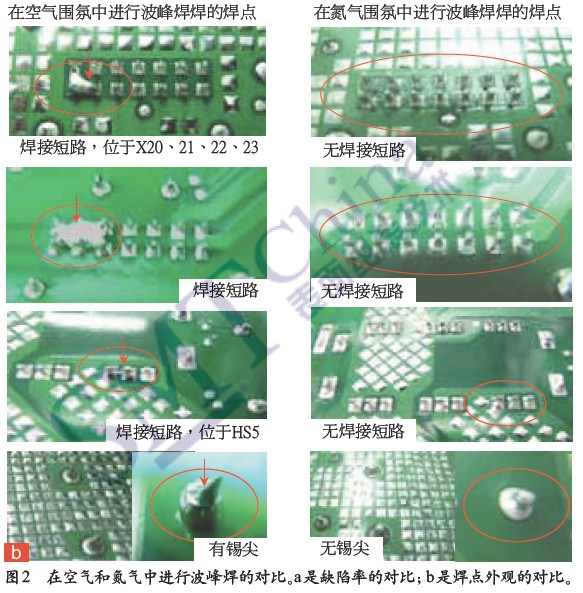
在波峰焊中使用氮气将减少锡渣和锡氧化物的形成,并且可以降低锡条成本和助焊剂用量,提高生产率和减少机器维护工作量,另外还可以降低缺陷率。
新的封装技术要求使用更小、更薄、性能更强的焊接设备。尽管波峰焊接工艺预计将会消失,但是这种氮气惰化焊接技术仍然会被广泛使用。通孔元器件的使用及其总体成本的优势使其具有长期的生命力。因此,随着电子制造的成本削减压力和质量要求不断提高,使用波峰焊技术的组装厂商必须考虑使用创新的方法来解决这些问题。
结论
综上所述,在回流焊、波峰焊和选择性波峰焊中导入氮气气氛,可以提高焊料在线路板和元器件上的的润湿性,减少焊接缺陷,提高工艺可靠性和生产率,以及减少生产总成本。
王开玉是设在中国广州的空气产品公司针对电子封装、组装和测试行业的全球应用技术开发部员工。Gregory K. Arslanian是设在美国宾州Allentown的空气产品公司针对电子封装、组装和测试行业的。












请先 登录后发表评论 ~