
SMT锡膏基础知识
锡膏的定义
锡膏 (Solder Paste) 也称焊膏。锡膏是一种均匀的焊料合金粉末和稳定的助焊剂按一定的比例均匀混合而成的膏状体,适用于表面贴装网板印刷涂覆,在通过回流焊接时可以使表面组装元器件的引线或端点与印制板上焊盘形成合金性连接。这种物质极适合表面贴装的自动化生产的可靠性焊接,是现代电子业高科技的产物。通常呈灰色或灰白色膏体,比重介于:7.2-8.5。一般为500g密封罐装,也有特别定做的如管状针筒包装或1kg包装,与传统松香焊锡膏相比,多了合金金属粉成分。于0~10℃间低温保存(4~7℃保存最佳),目前也有常温保存锡膏面市,效果仍不甚理想。

锡膏的组成
锡膏由焊料合金粉,简称锡粉(Solder Power)和助焊剂(Flux)搅拌后组成,而助焊剂又由溶剂,成膜物质,活化剂和触变剂等组成。
锡膏中锡粉的比重通常在85%~92%之间,用于印刷的錫膏常見的锡粉含量百分比是88%~90%。錫粉通常是由氮气雾化或转碟法制造,后经丝网筛选而成。
| 粉粒等级 | 网眼大小 | 颗粒大小 |
| IPC TYPE 2 | -200+325 | 45-75微米 |
| IPC TYPE 3 | -325+500 | 25-45微米 |
| IPC TYPE 4 | -400+635 | 20-38微米 |
Type 2型用于标准的SMT,间距为50mil,当间距小到30mil时,必须用Type 3型焊膏
Type 3型用于小间距技术(30mil-15mil),在间距为15mil或更小时,要用4型焊膏这即是UFPT(极小间距技术)
助焊剂各组分所占锡膏比重、成份及作用:
1、树脂(Resins): 2%~5%,该成份主要起到加大锡膏粘附性,而且有保护和防止焊后PCB再度氧化的作用;该项成分对零件固定起到很重要的作用;主要为松香及衍生的合成材料,最常用的是水白松香。
2、活化剂(Activation): 0.05%~0.5%,该成分主要起到去除PCB铜膜焊盘表层及零件焊接部位的氧化物质的作用, 同时具有降低锡,铅表面张力的功效;最常用的活化剂包括二羧酸,特殊羧基酸和有机卤化盐。
3、触变剂(Thixotropic):0.2%~2%,该成份主要是调节焊锡膏的粘度以及印刷性能, 起到在印刷中防止出现拖尾、粘连等现象的作用;这类物质很多,优选的有蓖麻油,氢化蓖麻油,乙二醇一丁基醚,羧甲基纤维素。
4、溶剂(Solvent): 3%~7%,该成份是焊剂成份的溶剂,在锡膏的搅拌过程中起调节均匀的作用,对焊锡膏的寿命有一定的影响;多种组成成分,有不同的沸点。
5、其它:表面活性剂,偶和剂等等
锡膏中的助焊剂与锡粉的体积比通常为50% : 50%。助焊剂对焊膏从网板印刷到焊接整个过程起着至关重要的作用。
锡膏的分类
按回焊温度分:
1、高温锡膏;2、常温锡膏;3、低温锡膏
按金属成分分:
1、含銀錫膏(Sn62/Pb36/Ag2)
2、非含銀錫膏(Sn63/Pn37)
3、含鉍錫膏(Bi14/Sn43/Pb43)
4、無鉛錫膏(Sn96.5/Ag3.0/Cu0.5)
低温应用:1、Sn43/Pb43/Bi14;2、Sn42/Bi58
高温、无铅、高张力:1、Sn96/Ag4;2、Sn95/Sb5;3、Sn96.5/Ag3.0/Cu0.5;4、Sn95.5/Ag3.8/Cu0.7
高温、高张力、低价值:1、Sn10/Pb90;2、Sn10/Pb88/Ag2;3、Sn5/Pb93.5/Ag1.5
按助焊剂成分分:
1、免洗型(NC);2、 水溶型(WS或OA);3、 松香型(RMA、RA)
按清洗方式分:
1、有机溶剂清洗型;2、水清洗型;3、半水清洗型;4、免清洗型
常用的为免清洗型錫膏,在要求比较高的产品中可以使用需清洗的的錫膏。
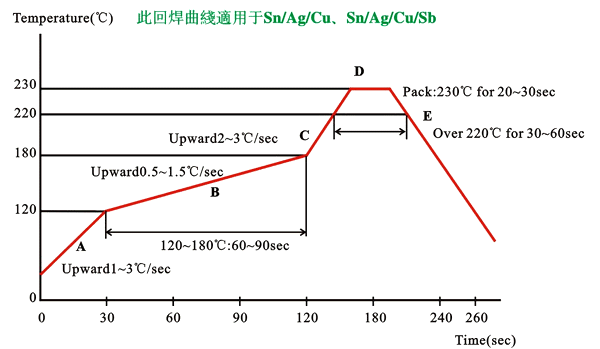
理解的锡膏回流过程
当锡膏在回流炉加热的环境中,锡膏回流分为四个阶段。
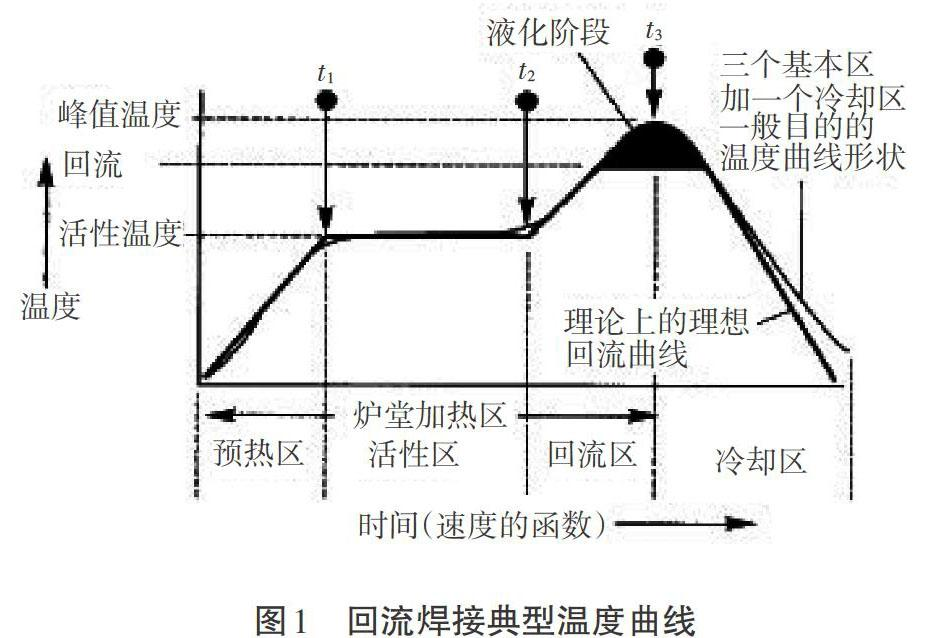
1、Preheat 预热升温。首先,用于达到所需粘度和丝印性能的溶剂开始蒸发,温度上升必需慢(大约每秒2~3℃),以限制沸腾和飞溅,防止形成小锡珠,还有,一些元件对内部应力比较敏感,如果元件外部温度上升太快,会造成断裂。
2、Soaking 恒温清洗。助焊剂活跃,化学清洗行动开始,水溶性助焊剂和免洗型助焊剂都会发生同样的清洗行动,只不过温度稍微不同。将金属氧化物和某些污染从即将结合的金属和锡粉上清除。好的冶金学上的锡焊点要求“清洁”的表面。
3、Reflow 回流焊接。当温度继续上升达到锡膏合金熔点,锡粉首先单独熔化,并开始液化和表面吸锡的“灯草”过程。这样在所有可能的表面上覆盖,并开始形成锡焊点。这个阶段最为重要,当单个的锡粉全部熔化后,结合一起形成液态锡,这时表面张力作用开始形成焊脚表面,如果元件引脚与PCB焊盘的间隙超过4mil,则极可能由于表面张力使引脚和焊盘分开,即造成锡点开路。
5、Cooling 冷却。如果冷却快,锡点强度会稍微大一点,但不可以太快而引起元件内部的温度应力。
锡膏回流焊接要求总结:
重要的是有充分的缓慢加热来安全地蒸发溶剂,防止锡珠形成和限制由于温度膨胀引起的元件内部应力,造成断裂痕可靠性问题。其次,助焊剂活跃阶段必须有适当的时间和温度,允许清洁阶段在锡粉刚刚开始熔化时完成。时间温度曲线中焊锡熔化的阶段是最重要的,必须充分地让锡粉完全熔化,液化形成冶金焊接,剩余溶剂和助焊剂残余的蒸发,形成焊脚表面。此阶段如果太热或太长,可能对元件和PCB造成伤害。锡膏回流温度曲线的设定,最好是根据锡膏供应商提供的数据进行,同时把握元件内部温度应力变化原则,即加热温升速度小于每秒3℃,和冷却温降速度小于5℃。PCB装配如果尺寸和重量很相似的话,可用同一个温度曲线,重要的是要经常甚至每天检测温度曲线是否正确。

















请先 登录后发表评论 ~